谘詢電話
13924666952
400-158-1606


yl34511线路中心工控係列標準注塑機械手控製係統,HC-S3/S5。安裝好設備係統後,如何開始對係統調機呢?軟件參數調整,首先確認線接好後,確認無誤,進行上電操作。
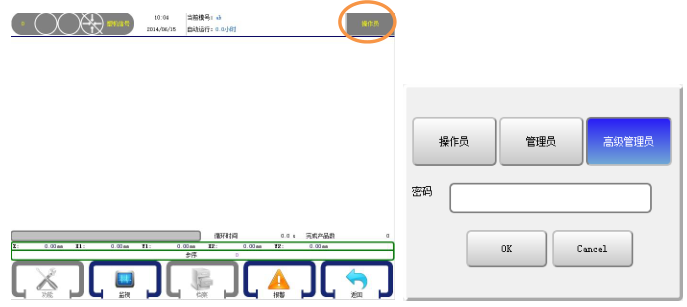
1、係統啟動後點擊屏幕右上角【操作員】,彈出對話框後,選擇【高級管理員】,輸入默認密碼:123。
2、 點擊【功能】,【機器參數】。調整機械參數。
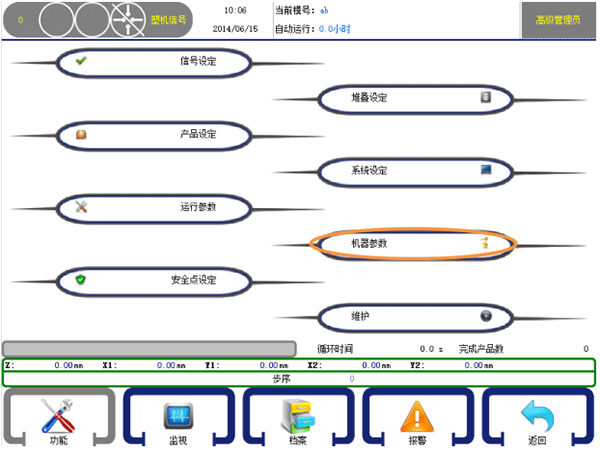
首先調整伺服。
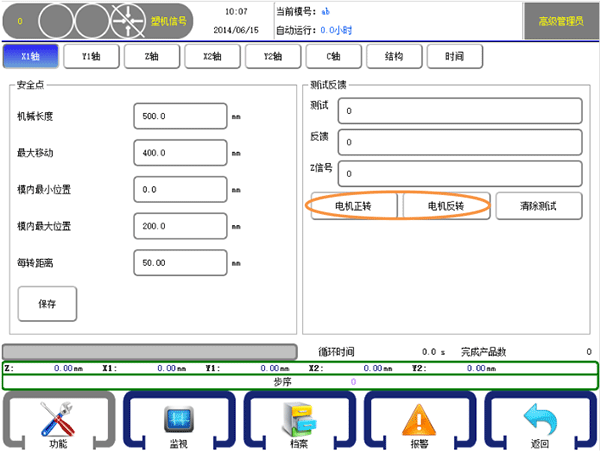
① 按下【電機正轉】,軸應該向遠離原點的方向走。【測試】數值 10000,【反饋】數值 10000
② 按下【電機反轉】,軸應該向原點方向走。【測試】數值 10000,【反饋】數值 55536
③ 若電機方向不對,需要在伺服上調整電機的正反轉。

④ 若【反饋】脈衝(chong) 不對,需要在伺服上調整電機的反饋脈衝(chong) 極性。

⑤ 按照③和④的參數將①和②調整正確。按一下【電機正轉】,電機會(hui) 轉一圈,拿尺子量出軸走的實際距離,填入【每轉距離】中。填完之後電機【保存】。
⑥ 按照上麵的五步將 X1,Y1,X2,Y2,Z 五個(ge) 軸的參數調整正確。
備注:若上圖的標簽頁沒有 X1,Y1,X2,Y2,Z 五個(ge) 軸,少了一個(ge) 或幾個(ge) 的話,點擊一下【結構】標簽。

將圖中圈起來的 X1,Y1,X2,Y2,Z 選為(wei) 伺服軸。選完後點擊保存。
若為(wei) 三軸,將 X1,Y1,Z 選為(wei) 伺服軸,X2,Y2 選為(wei) 啟動軸或選為(wei) 無
3、 機械參數調整完後,按一下監視,確認五個(ge) 軸的原點信號都能正常通斷。
原點信號確認完後,將旋鈕扭到【停止】狀態。按一下【原點】按鍵,再按一下【啟動】按鈕。進行歸原點動作。
4、 歸完原點後,屏幕上方的【十字箭頭】變成綠色。此時可以進行手動動作。將旋鈕扭到【手動】狀態,按下手控器左邊的 X1,Y1,X2,Y2,Z 按鍵,相應的軸會(hui) 進行動作。將軸移動到能移動到的最大位置。上圖圈起來的地方有每個(ge) 軸此時的數據。 將此數據填進【機械參數】中的機械長度和最大移動中。
備注:完成上麵的步驟後,調試部分就完成了。此時可以歸原點和進行手動動作。
版權所有 © 深圳市yl34511线路中心工業(ye) 控製股份有限公司 未經許可不得複製、轉載或摘編,違者必究 版權聲明
Copyright © Shenzhen Huacheng Industrial Control Co., Ltd. All Rights Reserved.
網站ICP備案號:
技術支持:

