谘詢電話
13924666952
400-158-1606


yl34511线路中心係列衝(chong) 壓機械手控製係統,可滿足關(guan) 節式衝(chong) 壓、擺臂式衝(chong) 壓,二次元三次元衝(chong) 壓應用。針對驅控一體(ti) 擺臂式衝(chong) 壓機械手控製係統程序教導——插入動作。首先將狀態選擇按鈕旋至手動狀態,然後點擊【編程】按鈕,可進入程序教導頁麵,如下圖:
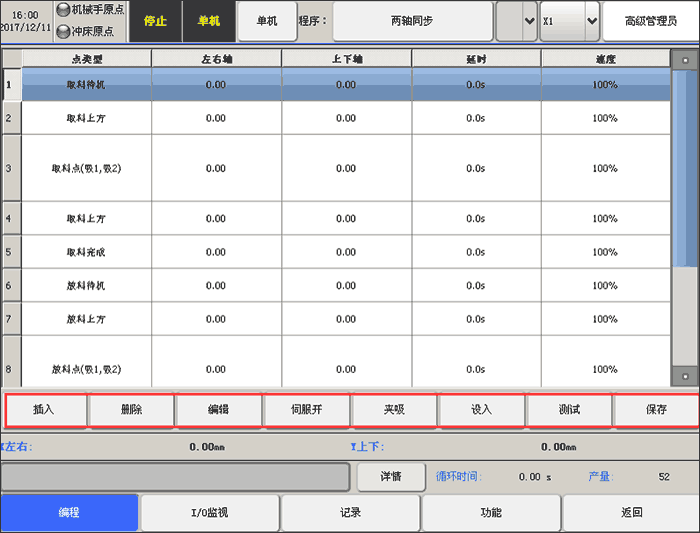
軸插入動作演示
點擊某個(ge) 位置使其變成藍色,再點擊【插入】後會(hui) 彈出對話框,把相應動作打勾,再點擊確定,即可插入到這一步的上一步。如下圖所示:
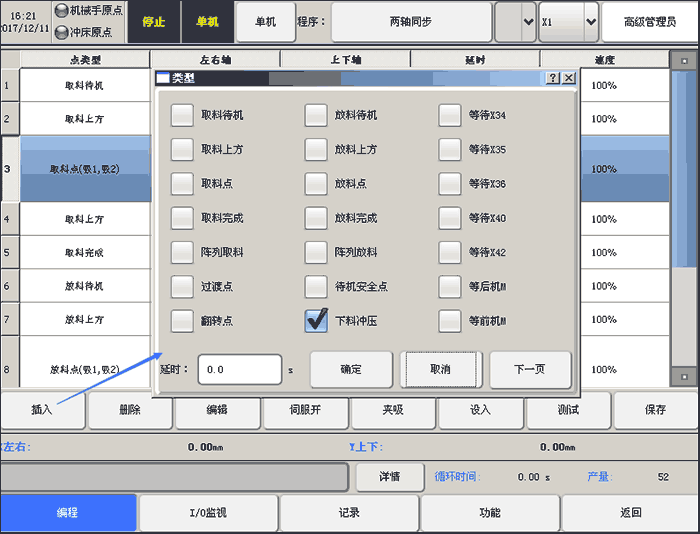
插入動作的相關(guan) 說明
【吸1,吸2,夾1,預留】
插入方式:因為(wei) 取料、放料點係統默認綁定了吸1、吸2、夾1、預留閥,如果需要使用在取放料點使用閥隻需點擊【編輯】按鈕再點擊取料點或放料點把相應的啟動開關(guan) 打開即可。
特別說明:綁定在取料點和放料點的閥時間的設定要在停止狀態下點擊【功能】→【用戶】→【時間設定】中的“夾吸延時”編輯框中進行設置。
【夾1,預留閥,噴油閥】使用時點擊需要插入閥的位置變成藍色後再點擊【插入】按鈕即可閥插入到教導中,閥的動作延時均為(wei) 前延時,即延時時間走完,輸出閥輸出再進行下一步動作。
【等待】的延時為(wei) 限製時間。假設程序中等待X41,延時10S.則程序在運行到這一步時,若有X41信號,程序繼續運行。若沒有X41信號,程序等在這一步,若10S後仍然沒有信號,報警。
等待信號類型
連續型:要一直要信號。
上升沿:信號由0變成1。
下降沿:信號由0變成1再變成0。
【過渡點】為(wei) 軸的點位動作,程序會(hui) 執行此過渡點的位置。
【待機安全點】插入待機安全點動作時,每次走自動的時候第一模會(hui) 走待機安全點,第二模開始不再走該點。
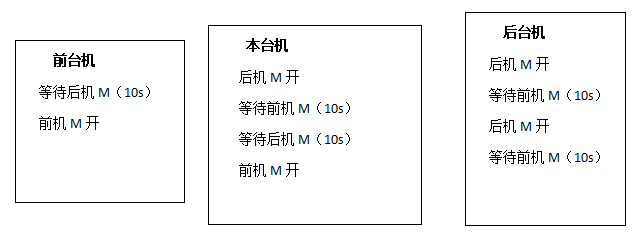
【前機M/後機M】用於(yu) 本台機與(yu) 前後兩(liang) 台機的通訊。設置方法如下所示:
【陳列取料/陳列放料】插入陳列取料或陣列放料,則機械手就會(hui) 在取料點或放料點位置進行堆垛動作,相關(guan) 堆垛動作操作方法可以看下一節。
版權所有 © 深圳市yl34511线路中心工業(ye) 控製股份有限公司 未經許可不得複製、轉載或摘編,違者必究 版權聲明
Copyright © Shenzhen Huacheng Industrial Control Co., Ltd. All Rights Reserved.
網站ICP備案號:
技術支持:

