谘詢電話
13924666952
400-158-1606


注塑機械手控製係統型號為(wei) EC-S3/S5多軸機械手係統,功能設定——堆疊。使用機械手的產(chan) 品堆疊功能可以以某種排列方式將成品整齊排列在輸送帶或裝貨箱上,係統能滿足設置7組堆疊,前6組為(wei) 規則堆疊,第七組為(wei) 自由堆疊。
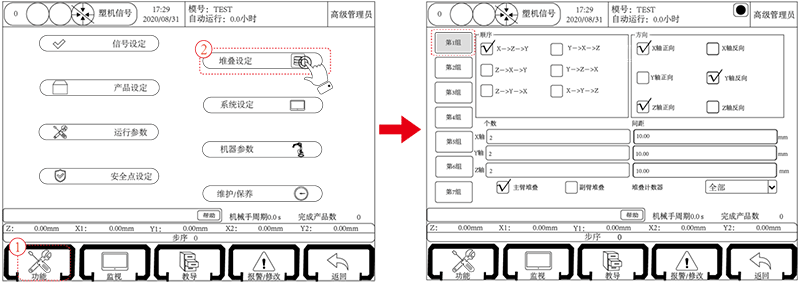
規則堆疊:
點擊將要使用的堆疊程序組(如第1組),在順序欄選擇產(chan) 品要堆疊的順序,設定好產(chan) 品的堆疊順序、方向、個(ge) 數和間距。
個(ge) 數:某個(ge) 軸方向將要堆疊的產(chan) 品的數目。
間 距:某個(ge) 軸方向上,相鄰兩(liang) 個(ge) 物品的距離。
順 序:在幾個(ge) 軸方向上堆疊的先後順序。4種堆疊順序的定義(yi) 相同,X-Z-Y:堆疊程序先排列產(chan) 品在X軸,再排列Z軸,最後堆疊Y軸。以X-Z-Y順序為(wei) 例,其餘(yu) 不一一敘述。
正 向:即堆疊位置越來越大。反向:即堆疊位置越來越小。
副臂堆疊:
(1)程序默認為(wei) 主臂堆疊,即隻有主臂進行堆疊,副臂不堆疊。
(2)勾選副臂堆疊後,X1、Y1和X2、Y2同時堆疊,堆疊順序、方向、個(ge) 數和間距都分別相同。
堆疊計數器:本係統共設置9種堆疊計數的方式,對每組堆疊,有3種供選擇,如堆疊1組,堆疊計數器可選擇全部、良品和堆疊1組 ,若選另外的堆疊計數器,程序可能出現異常。
堆疊程序設定的舉(ju) 例:
設定值:使用第1組堆疊
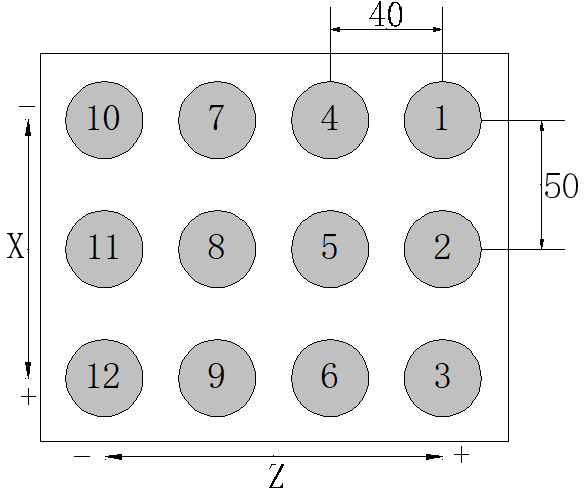
順序:(X-Z-Y)
方向:X正向、Z反向、Y反向
X 軸:間距50/3個(ge) 產(chan) 品;Z 軸:間距40/4個(ge) 產(chan) 品;Y 軸:間距30/2層
設定運行說明:依照此設定,機械手沿 X+軸方向間隔50mm排列(①②③)三個(ge) 產(chan) 品在右邊第一列,再沿Z-軸方向移動40mm排列(④⑤⑥)三個(ge) 產(chan) 品在右邊第二列,以此類推在排列完第12個(ge) 產(chan) 品後機械手沿Y-軸方向上升30mm,然後第一點位置開始重複排列第二層產(chan) 品。由於(yu) 是排列兩(liang) 層產(chan) 品,故共能排放24個(ge) 產(chan) 品於(yu) 貨箱中。
自由堆疊:
既可以在該頁麵設置,也可以在手動-教導-主菜單-堆疊-第7組進行設置,自由堆疊又分為(wei) XYZ自由堆疊和XZ自由堆疊。
XYZ自由堆疊:
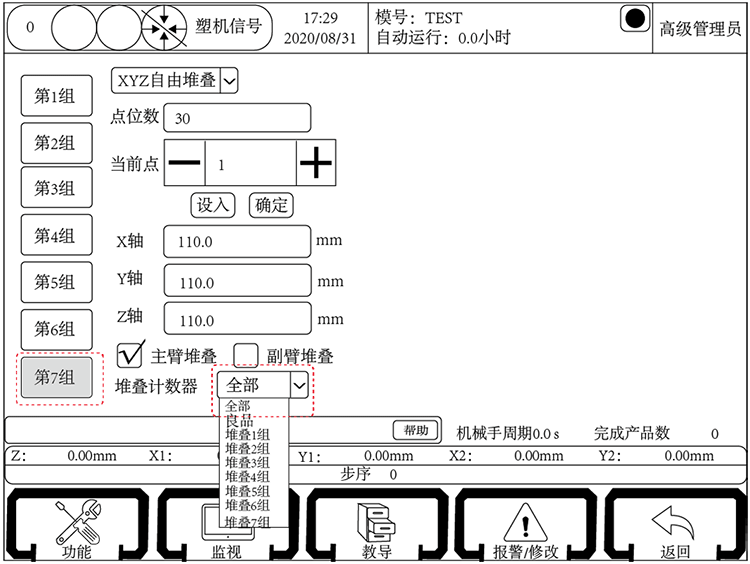
點位數:堆疊的總個(ge) 數,範圍(3-30個(ge) )。
X 軸:X軸堆疊位置
Y 軸:Y軸堆疊位置
Z 軸:Z軸堆疊位置
當前點位:第幾個(ge) 堆疊位置;如上圖所示,若為(wei) 1時,第一個(ge) 堆疊點的位置(X,Y,Z)為(wei) (110mm,110mm,110mm)。
設入:點擊設入後,將當前坐標設為(wei) 第n個(ge) 堆疊位置。
確定:修改堆疊位置後,需點擊確定按鈕,否則修改失敗。
副臂堆疊:
(1)程序默認為(wei) 主臂堆疊,即隻有主臂進行堆疊,副臂不堆疊。
(2)勾選副臂堆疊後,X1、Y1和X2、Y2同時堆疊,堆疊個(ge) 數和位置都分別相同。
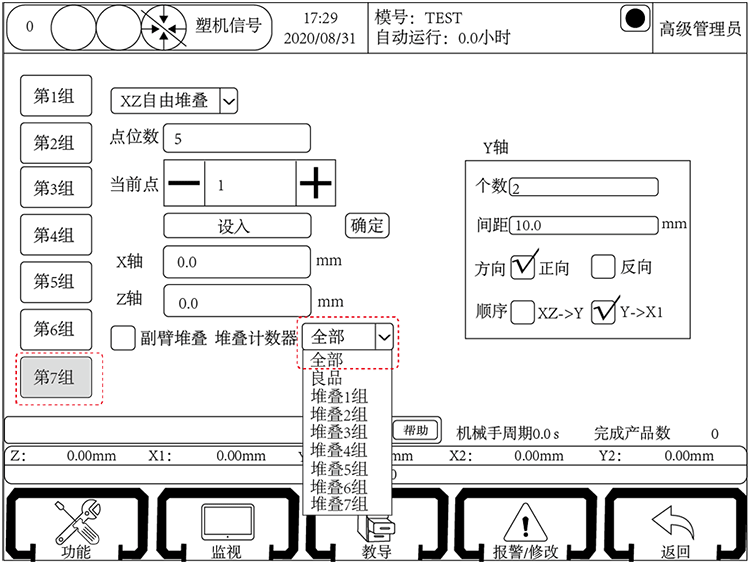
XZ自由堆疊:
XZ軸為(wei) 自由堆疊,設置和自由堆疊相同;Y軸為(wei) 規則堆疊,設置和規則堆疊相同。
進入教導模式,點擊“堆疊”按鈕即進入如下頁麵:堆疊設定和堆疊教導不分先後
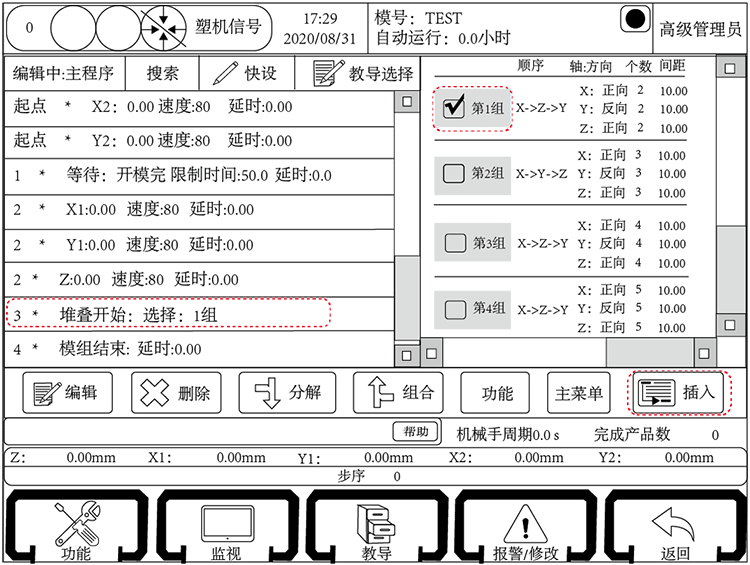
選中要插入的堆疊程序左邊的方框,如選擇第1組堆疊程序,再點擊“插入”按鈕將該組堆疊程序插入到要開始堆疊的程序步前,自動運行時,機械手即按照此堆疊程序堆疊排放產(chan) 品。如果要使用Y軸進行堆疊時,務必將堆疊程序插入到Y軸下降動作的前一步。
每個(ge) 自動程序可插入7組堆疊程序,可分別在7個(ge) 不同的位置進行堆疊排放產(chan) 品;使用堆疊7組堆疊時,堆疊7組的起點位置應全部為(wei) 0。
重要:係統設計中選擇Y軸作為(wei) 堆疊之間的結束。堆疊程序必須插入在Y軸動作之前。如果有多個(ge) 堆疊,必須在多個(ge) 堆疊之間插入Y軸,以進行隔斷。
版權所有 © 深圳市yl34511线路中心工業(ye) 控製股份有限公司 未經許可不得複製、轉載或摘編,違者必究 版權聲明
Copyright © Shenzhen Huacheng Industrial Control Co., Ltd. All Rights Reserved.
網站ICP備案號:
技術支持:

