谘詢電話
13924666952
400-158-1606


注塑驅控一體(ti) 機械手控製係統,型號(EC-S3、EC-S5)多軸機械手控製係統,伺服軸試運行操作詳解,為(wei) 使機械手能夠正確的運行,第一次上電前需先確認各伺服軸是否能正常運行。請按以下步驟進行:
第一步、登入高級管理員權限。
第二步、打開伺服軸,將狀態旋鈕打至停止狀態,點擊功能,進入機械參數,打開結構頁麵,選擇軸定義(yi) ,將X1、X2、Y1、Y2、Z全都設為(wei) 伺服軸,C軸設為(wei) 氣動軸,點擊保存,保存成功後退出當前頁麵。
(注意:驅控三軸隻需要將X1、Y1、Z軸設為(wei) 伺服軸,C軸設為(wei) 氣動軸就行,其它試運行動作和驅控五軸的是一樣的)
第三步、新建程序(詳情請下載說明書(shu) 了解),命名TEST,載入TEST程序,斷電重啟。
第四步、電機正反轉測試。
電機正反轉:在功能設定頁麵點擊“機器參數”按鈕可進入機器參數的設定頁麵,在該頁麵可以設定各軸的參數。進入頁麵後,直接進入X軸的參數設定,如下圖:
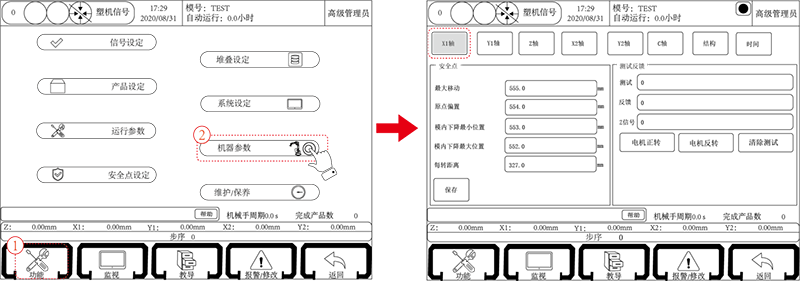
電機正反轉測試判斷方案:
點擊“電機正轉”,電機將會(hui) 向正方向旋轉一圈,同時,當前頁麵中的反饋為(wei) 10000;點擊“電機反轉”,電機將會(hui) 向反方向旋轉一圈,同時,當前頁麵中的反饋為(wei) -10000。
“電機代碼不一致”處理辦法:
新裝機器第一次接好電機動力線編碼器線上電後,一般會(hui) 報警電機代碼不一致。這種情況下重啟,就是默認選擇電機裏麵存儲(chu) 的電機代碼。對於(yu) 使用絕對值模式的產(chan) 品,裝好編碼器電池後,9號參數設為(wei) 1再重啟。
伺服參數調節步驟:
手動慢速運動各軸,如軸運動出現來回擺動,則同比例調大21和22號參數,如發現電機聲音異響或軸高頻振動,則同比例調小21和22號參數,一般可以按50%的幅度來調整.直到調節到軸隻有輕微抖動或者無抖動。調節41號參數,消除輕微抖動,可以按照每次50的幅度增加,最大到250。如果調節到250還抖動,那麽(me) 可選擇把23由默認的4改為(wei) 3。如果還有抖動,則調節42號參數,按照每次50的幅度增加。教導位置自動中速運行,查看是否抖動,不抖動則接著高速運行,否則根據步驟2繼續調整參數,或者調整運動控製的加減速時間,把時間調長。
可選的優(you) 化步驟:
自動高速運行,查看伺服監視的位置偏差。通過調節28號參數來減小偏差,即提高伺服的跟隨性能。28號參數最大為(wei) 50,經驗值為(wei) 30,調節後如果產(chan) 生抖動可以把23號參數減1查看伺服監視的扭矩,如果扭矩還沒到7500以上,可以適當調大30號參數,默認100。可以按照20的幅度增加,保證電機運行不要異響。
版權所有 © 深圳市yl34511线路中心工業(ye) 控製股份有限公司 未經許可不得複製、轉載或摘編,違者必究 版權聲明
Copyright © Shenzhen Huacheng Industrial Control Co., Ltd. All Rights Reserved.
網站ICP備案號:
技術支持:

